

铸件的形状和精度、表面要求和内部质量、生产操作的顺利程度等方面,常常是与压铸模的设计质量和制造质量有直接关系的。更重要的是模具设计并制造好以后,可以再修改的程度就不大了,上述的作用与铸件质量的关系也就相对地固定了。这就是模具的设计和制造一定要建立在与压铸工艺要求相适应的基础上的缘故。因此,在某种程度上来说,压铸模与压铸工艺、生产操作存在着极为密切而又互为制约、互相影响的特殊关系。
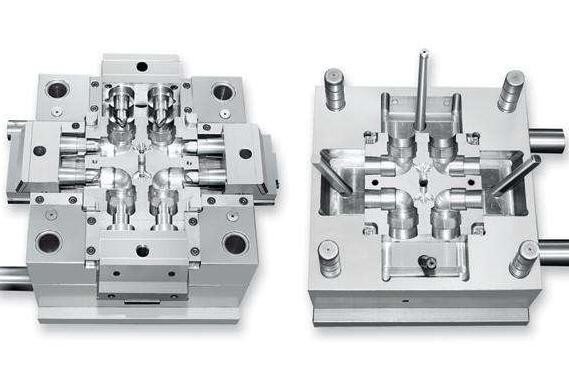
压铸模结构根据作用分类
型腔:外表面直浇道(浇口套);
型芯:内表面内浇口。
导准零件
导柱;导套。
推出机构
推杆(顶针),复位杆,推杆固定板,推板,推板导柱,推板导套。
根据压铸模实际确定正确的模具冷却方案。正确的模具冷却方案对生产效率、铸件质量、模具寿命有极大的影响。方案应规定冷却水开户方法,压铸几个模次开始冷却,相隔几个模次分几次把冷却水阀门开到规定开度。点冷却系统的冷却强度应由压铸工艺工程师现场调定,配合喷涂达到模具热平衡。
规定对不同滑动动部位,如冲头、导柱、导套、抽芯机构、推杆、复位杆等部位的不同润滑频率。
制订每一个压铸件的压铸操作规程,并培训和监督压铸工按规程操作。
根据模具复杂程度和新旧程度,确定适当的模具预防性维修周期。适当的模具预防性维修周期应当是模具使用中将要出现故障而还没有出现故障的压铸模次。模具使用中已经出现故障,不能继续生产,被迫进行修理,不是被提倡的方法。